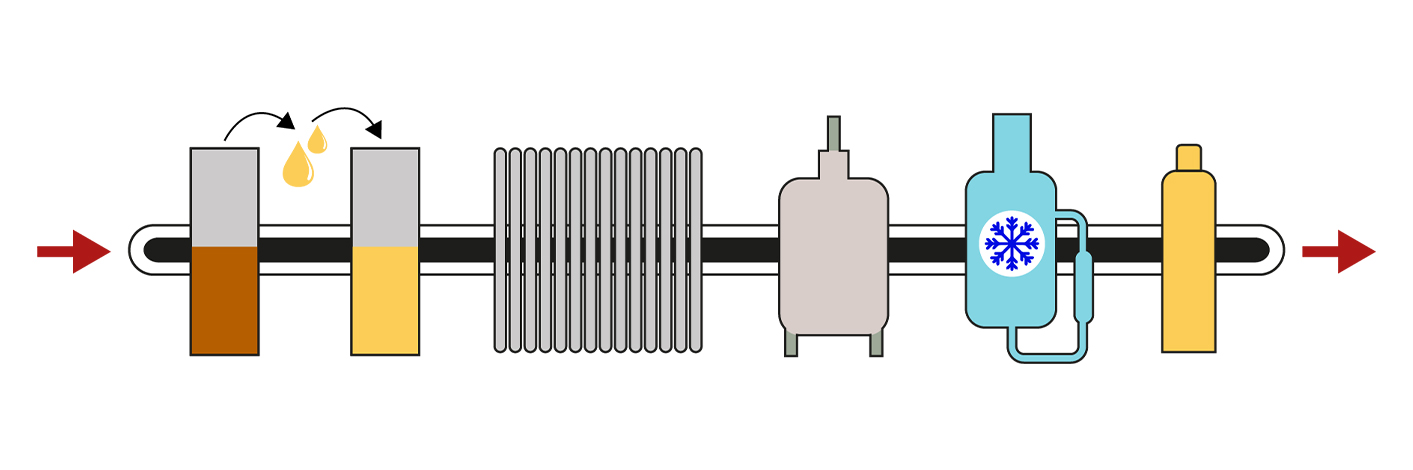
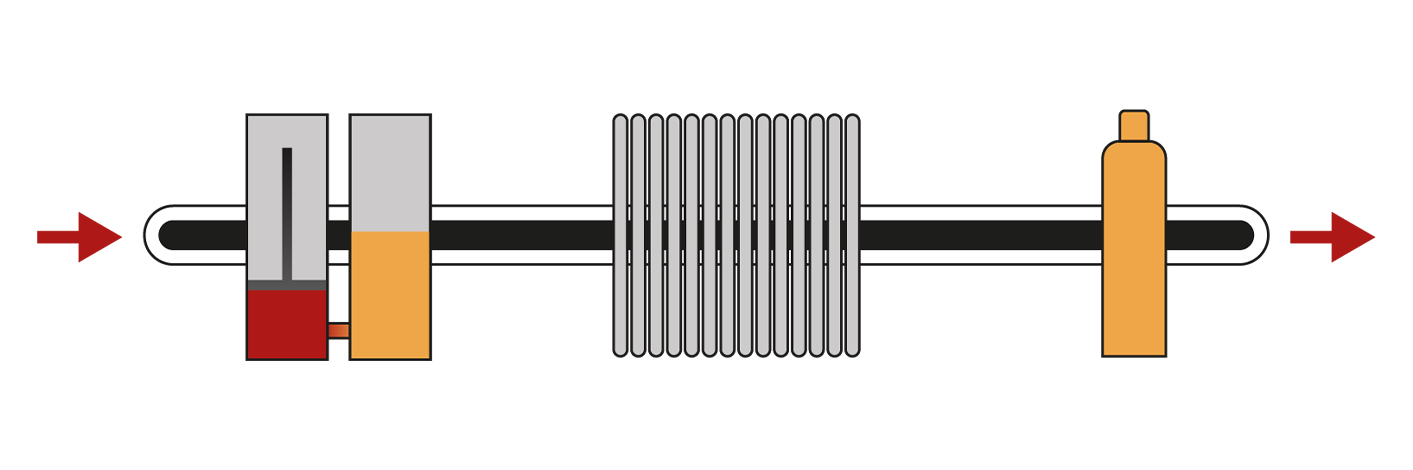
En este método de extracción, la pasta de semillas molidas se somete a un prensado mecánico a baja temperatura (<40°C), preservando los ácidos grasos esenciales y compuestos bioactivos sin necesidad de solventes ni refinamiento químico. El aceite crudo obtenido pasa por un proceso de winterización, donde se enfría para cristalizar ceras y sólidos no deseados, seguido de una filtración cuidadosa para garantizar su pureza y claridad. Finalmente, el aceite filtrado se almacena en condiciones óptimas, bajo atmósfera controlada con nitrógeno y temperatura adecuada, evitando la oxidación y manteniendo su estabilidad hasta el envasado.